ООО «Спецдеформ»
г. Минск, пр-т Рокоссовского, 166а,
пом.7, ком. 20
ООО «Спецдеформ»
г. Минск, пр-т Рокоссовского, 166а,
пом.7, ком. 20
Поковка весом более тонны, как правило, изготавливается из кузнечных слитков. Процесс горячей ковки представляет собой деформацию предварительно нагретой заготовки для придания ей необходимых размеров. В качестве исходной заготовки может служить как прокат (круг, квадрат) так и литые заготовки блюмы, слябы и др. Пример слитка кузнечного указан на картинке ниже.
Свободную ковку применяют для придания исходной заготовки простой геометрической формы – цилиндра, диска, вала плиты, так и более сложных – диск с отверстием (прошивкой – получения отверстия), раскатного кольца (получения из диска с отверстием внутреннего диаметра большего размера), вала переменного сечения. Возможно также получение кованной трубы и других поковок. Для получения поковок более сложной формы используют штампы. Читать о возможностях поставки таких штамповок подробнее…
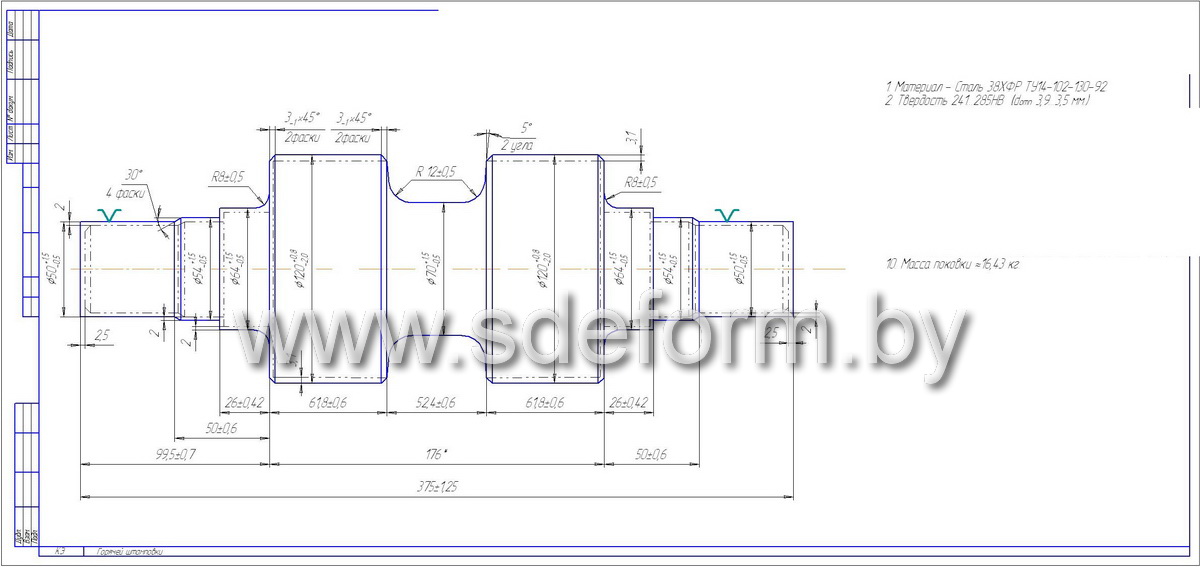
По виду ковочного оборудования различают молотовые и прессовые поковки. При этом, как правило, молотовые поковки используют для получения мелких поковок (весом до 350кг), припуски на них назначаются меньшие. Для больших — используют ковочные пресса.
По стоимости наиболее дешевая поковка – в виде немерных по длине валов (можно указывать минимальную необходимую длину поковки), так как при ее производстве кузнечный слиток расковывается полностью, без отходов.
Все поковки проходят отжиг (нагрев и выдержка в печах для снятия внутренних напряжений). Для придания требуемых механических свойств возможно проведение термообработки – нормализации или закалки.
| Номенклатура прессовых поковок | ||||
|---|---|---|---|---|
| Черновые поковки | Тип поковок | Размеры, мм | Масса, кг | Поковки с механической обработкой |
 |
Валы гладкие круглого и квадратного сечения | Диаметр (сторона квадрата) 170 – 830; Длина 1 500 – 11 800 |
300 – 12 500 |  |
 |
Валы переменного сечения |
Диаметр 220 – 700; Длина до 5 000 |
400 – 8 300 |  |
 |
Диски и диски с отверстиями | Диаметр 500 – 2 000; Внутренний диаметр 150 – 350 |
350 – 8 000 |  |
 |
Кубики | Сторона 400 – 1 000 |
до 8 000 |  |
| Бруски | Сторона до 500 Длина до 4 000 |
до 8 000 | ||
 |
Цилиндры с отверстиями | Диаметр 350 – 850; Толщина стенки от 100 |
до 4 000 |  |
 |
Пластины | Ширина до 1250 мм; Толщина 130 – 250; Длина 1 000 – 4 500 |
до 12 500 |  |
 |
Кольца раскатные |
Наружный диаметр до 2 000; Высота 170 – 800; Толщина стенки от 130 |
350 – 8 000 |  |
 |
Поковки типа гриб |
Диаметр 600 – 1 100; Диаметр стержня 170 – 700; Высота до 600 |
до 3 500 |  |
| Номенклатура молотовых поковок | |||
|---|---|---|---|
| Наименование поковок | Тип поковок | Размеры поковок (max и min) | |
| Валы гладкие круглого и прямоугольного сечения |  |
D= 20 — 300 ммА= 20 — 350 мм
B = 20 — 260 MM L = 200 — 4000 MM |
|
| Валы круглого сечения с уступами и фланцами |  |
D= 100-300 ммL= 500 — 5000 мм | |
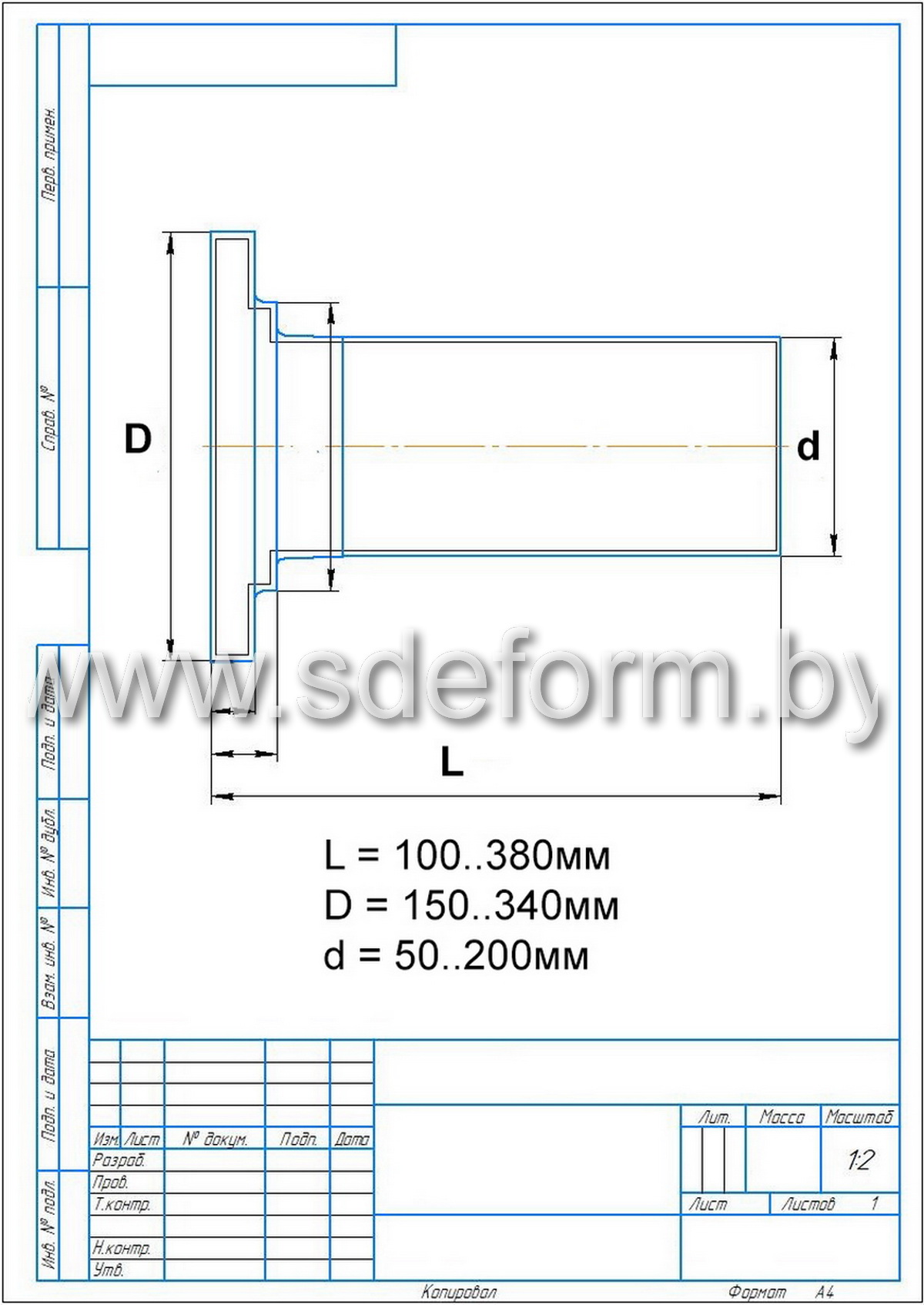
| Цилиндры и диски сплошные и с отверстиями |  |
D= 80 — 500 ммН= 20 — 350 мм
d= 40 — 200 мм |
|
| Кольца раскатные | 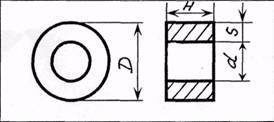 |
D max = 650 ммН= 25 — 280 мм
S= 20 — 40 мм d= 80 — 550 мм |
|
| Втулки в подкладных кольцах | 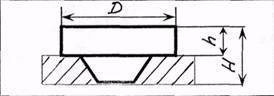 |
Dmax =400 ммН= 120-230 мм
h =20-50 мм |
|
| Болты | 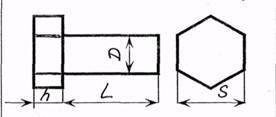 |
D = 20-110 ммS = 30 — 40 MM
L = 320 — 450 MM h = 17 — 66 MM |
|
| Гайки М72-М100 |  |
Н= 40 — 90 ммS= 110-155 мм
d= 45 — 70 мм |
|
| Валы полые |  |
D max = 300 ммd = 90-150 мм
L= 450 — 700 мм |
|
Возможна поставка крупных поковок весом до 100т.
Для корректного ответа на Вашу заявку предлагаем на электронную почту высылать чертежи (либо эскизы) готовых изделий с указанием количества, марки стали и необходимости последующей термообработки. Возможен подбор марки под необходимые Вам требования. На все заявки обязуемся отвечать в течение 3-х рабочих дней. Средний срок изготовления и поставки поковок составляет 60 календарных дней.
Наша компания размещается в Минске, мы работаем со множеством металлургических и промышленных предприятий Беларуси и России. Поэтому имеем возможность предложить самые выгодные цены на поставляемые поковки.
Поковка с механической обработкой. Шпилька с гайками
Шпилька с гайками. Запчасть к прессу горячештамповочному. Поковка с механической обработкой.